3D Printer Extruder Not Extruding? Here’s How To Fix Filament Not Feeding
At 3DSourced we’ve covered everything 3D printing and 3D since 2017. Our team has interviewed the most innovative 3D printing experts, tested and reviewed more than 20 of the most popular 3D printers and 3D scanners to give our honest recommendations, and written more than 500 3D printing guides over the last 5 years.
Of all the problems likely to derail your 3D printing projects, none are quite as frustrating as your extruder not extruding or filament not feeding properly. You’re effectively prevented from even beginning the printing process, stuck in troubleshooting limbo, you’re stopped from doing the very thing it was designed to do.
Don’t worry though. We’ve been there. Though it may seem huge at the time, and you may be worried your 3D printer has given up, the problem is, generally, easily fixed.
To help you do just that, we’ve pulled together this guide. From clogs to poor filament by way of damaged components, we’ll cover all the bases.
Extruder Not Extruding/Filament Not Feeding Properly – Causes and How to Fix

Why Is Filament Not Coming Out of the Nozzle?
If filament is not coming out of a 3D printer nozzle, it’s likely that the nozzle has a blockage or clog. This problem arises due to a combination of natural nozzle wear and tear, poor quality filament, too high print temperature, or damage to components like the PTFE tube and extruder.
Beyond these common culprits, there are several other reasons why the filament isn’t feeding properly through the nozzle.

We’ll cover these and more below, providing fixes along the way to help you solve the problem in no time at all.
Extrusion Path/Nozzle Clogged

Signs:
The nozzle is clogged. You can generally check this by visually inspecting the nozzle for a build up of dry filament blocking the orifice.
Explanation:
There are several reasons why the nozzle could be clogged. Issues like printing at the wrong temperature are common, as are issues like a damaged PTFE tube.
Another common culprit is leaving filament in the printer when it isn’t in use and failing to purge the hot end and nozzle of filament after a print. Left to sit, the hot filament hardens, latching to the inside of the nozzle. Dirt and other debris inside the nozzle can also exacerbate clogs.
How to Fix:
Clear out the nozzle of any clogs.
Most 3D printers come with a tool kit that includes a thin metallic rod designed exactly for this purpose. A wire brush works equally well. Break up the clogged filament, then heat up the hot end to flush out the build up.
After removing the clog, give your nozzle a thorough clean to remove any residual filament and accumulated dirt and grime.
Read more: Nozzle clogged? How to fix it.
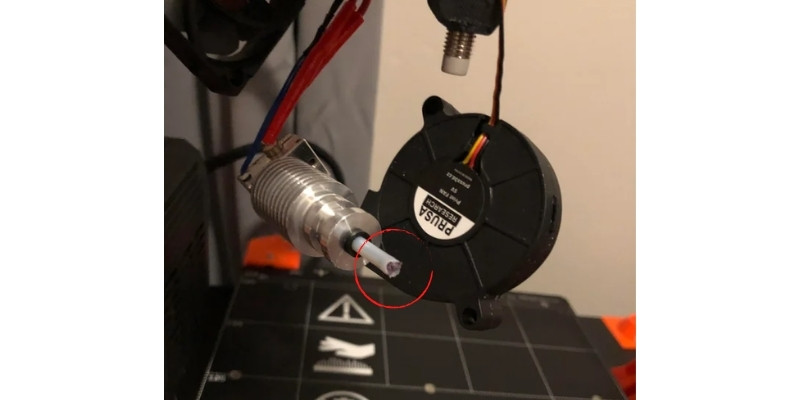
Damaged PTFE Tube
Signs:
A common sign of PTFE tube issues is nasty clogs and jamming issues, sometimes extending quite far into the PTFE tube on Bowden setups. On direct drive printers, this tend to be concentrated on the PTFE tube inside the printhead assembly.
Explanation:
Most 3D printers include a shortcut of PTFE tubing leading in the hot end, even those with direct drive extruders. In Bowden style extruders, the tube extends all the way from the frame mounted extruder down into the hotend.
Read more: direct drive vs bowden extruders – pros and cons compared
If this inner tube is worn or degraded, which tends to happen when poor quality tubing is heated above 260°C coupled with heat creep, it will cause jams and clogs as the filament tries to either pass through a tighter path or snags on the melted portions of the tubing, creating added friction that extruder simply can’t contend with.
Additionally, if the PTFE tube has been cut at an angle or poorly installed, any gaps or overhangs are likely to lead to clogs sooner or later as the melted filament will leak out around the outside of the tube causing the inner diameter to deform and reduce.
How to Fix:
There’s only one long term solution to fixing a worn or damaged PTFE tube, and that’s replacement.
Fortunately, PTFE tubing is cheap and readily-available.
We recommend spending a bit more on a Capricorn branded tube as these are designed to sustain higher temperatures and are lubricated to ensure smooth filament feeding, which should help avoid the problem recurring in the future.
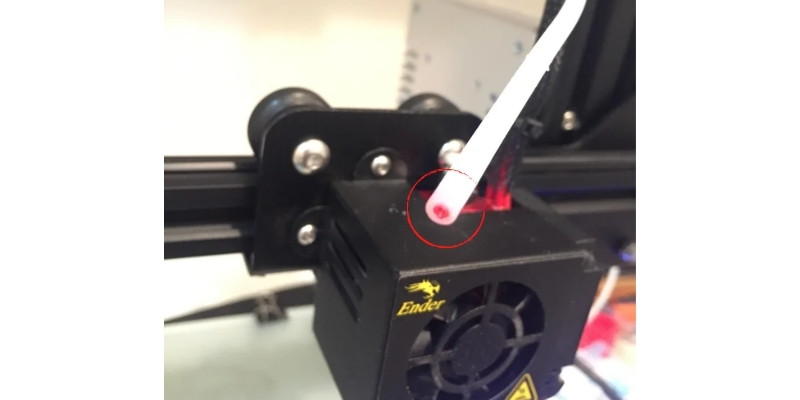
Bowden Tube Issues
Signs:
As with most issues linked to extrusion issues, the most common sign is that the filament isn’t feeding properly even though the nozzle is clear. This tends to mean the filament getting stuck in the PTFE tubing that runs from the extruder to the hotend.
Explanations:
- There’s debris in the Bowden tube.
- The Bowden tube is worn or degraded. See the section above for more details.
- The path of Bowden tube features a tight bend that can cause the filament to get caught or jammed as it tries to round it on the way to the hotend. Consider a longer tube or straighten its path and reduce friction.
- The PTFE tube has been cut at an angle or poorly installed. Gaps or overhangs can lead to obstructions and clogs as the melted filament leaks out around the outside of the tube causing the inner diameter to deform and reduce.
- A common issue with Bowden style extruders is when the tubing isn’t pushed all the way into the hotend.
How to Fix:
Replacement is your best bet here and if your extrusion path features tight corners, cutting a longer section of tubing from the extruder to the hot end. Bowden tubing is cheap and is a worthy investment.
We recommend branded Capricorn tubing for the best results. Good quality couplers can also make all the difference, so it’s well worth spending a little more on a solid pair.
Extruder Not Primed

Signs:
More a temporary problem than a major issue like a blockage or filament not coming out of the nozzle at all, failing to prime the printer can cause the printer to not extrude enough filament for the first few lines of a print.
Explanation:
When preparing a printer to load in filament, you often raise it to a high temperature, which causes the filament to ooze freely out of the nozzle.
When the printer has cooled down to a print-ready temperature (say, 190°C for PLA, for example), there’ll likely be a delay before filament emerges from the nozzle as it plays catch up due to the large amount of filament extruded when the printer was at a high temperature.
This can cause a delay in the printer laying down the first layers, which can lead to botched prints.
How to Fix:
An easy fix is to prime the printer before beginning a print.
You can do this by either dialing in a raft or skirt, for example, to give the printer time to catch up.
Alternatively, you can do this by inputting G-code to lay down a set number of lines on the edges of the build plate away from where the print will sit before starting the print in earnest.
Incorrect Print Temperature
Signs:
The filament struggles to pass through the nozzle on its way to being deposited on the print surface.
A common sign of the print temperature being too low is under extrusion.
Read more: under extrusion problems in 3D printing – and how to fix it
Explanation:
The filament is heating up to a sufficient temperature for it to melt enough to extrude and pass through the hotend as required. In extreme situations, the low temperature can cause the filament to solidify in the nozzle and cause a clog.
How to Fix:
Ensure the print temperature is suitably dialed for the type of filament you’re using and according to manufacturer recommendation.
This is generally done during the slicing process but can also be done on the fly via your printer’s interface. From there, increase the temperature in small increments, around 5°C at a time, until you see improvements.
Here’s a brief breakdown of the common temperature ranges for the most popular filament types:
- PLA – PLA requires a print temperature between 190°C and 230°C.
- ABS – Anywhere from 220°C to 250°C.
- PETG – Around 220°C to 230°C.
- TPU – Anywhere from 210°C to 230°C
- HIPS/PVA – HIPS/PVA requires around 220°C-240°C
Damaged, Dirty, or Poor Quality Filament
Signs:
If you’ve tried all the other fixes and you still have issues then it’s likely due to something awry with the filament.
Explanation:
Dirty filament can cause added friction as it passes through the extruder path. The dirt and debris can also melt then stick to the inside of the hotend and nozzle further cranking up friction.
Enough friction and the extruder won’t have enough torque to push the filament through enough for it to pass through the nozzle. Dirt can also cause the filament to jam and clog in the PTFE tubing.
Damaged filament, whether through moisture or abrasions on the material itself caused by the extruder gear, can also affect proper extrusion. In many cases, the gear can strip the filament, which not only damages the filament but affects the gear’s ability to get a strong purchase on the material to correctly exercise the right amount of push and pull.
Poor quality filament can present a number of issues from incorrect diameters and poor quality formula that cause it to be brittle, easily snapping or jamming on the way to the hotend and nozzle.
How to Fix:
Ensure your filament is free of dirt, moisture, and dust by storing it correctly in a sealed container when not in use. You can our recommendations in our guide to 3D printer filament storage.
We also recommend spending a bit more on good quality filament. You can read our recommendations for every filament type in our full filament buyer’s guide.
Nozzle Is Too Close to the Bed

Signs:
Filament is flowing correctly from the nozzle, but is being prevented from adhering to the bed correctly. A tell tale sign of a nozzle that’s too close to the bed is that the printer is having trouble depositing a consistent first layer.
Explanation:
Though 3D printing requires the nozzle to squish the filament onto the bed to a certain degree, too much can prevent filament coming out of the nozzle.
How to Fix:
To fix a nozzle that’s too close to the bed, recalibrate your Z-offset, raising higher above the bed, but not too high.
We recommend the classic method of sliding a piece of paper under the nozzle then lowering the Z-offset until you feel a slight resistance.
After doing this, run a Z-offset calibration test (such as this one from Thingiverse contributor zekettek) and fine tune the height throughout the test until you have smooth, consistent, and even lines of extrusion.
Worn-Out Drive Gear

Signs:
A reliable sign that the drive gear is worn out is if filament is not coming out of the 3D printer nozzle or is struggling to make its way through the extrusion path consistently.
Explanation:
3D printers, like any machine, are prone to wear and tear. No component works quite as hard as the extruder drive gear and it’s possible that filament feeding issues stem from a gear that’s simply past its best.
Often, the gear teeth have worn away enough that they fail to latch onto the filament sufficiently to provide the force and pressure necessary to push and pull filament through the hotend and nozzle.
How to Fix:
Replacement is the answer here. On budget printers, plastic-made extruders tend to have a shorter shelf life than metal extruders, so we recommend the latter if your budget can stretch that far.
Read more: our recommendations for buying a 3D printer nozzle
Incorrect Tension
Signs:
Filament is either not coming out of the nozzle or the flow rate is incorrect even though the rest of the printer is optimized as are slicer extrusion multiplier/flow rates settings.
Explanation:
Most 3D printers have a tension knob on the extruder that determines the grip, bite, or pressure the idler wheel exercises on the filament.
A solid grip is essential for the extruder to control the filament, but too much bite and it squash the filament causing issues when it comes to feeding the filament into the hotend, which results in filament loading complications.
How to Fix:
To fix incorrect ension, ensure the idler wheel tension is set correctly.
Loosen it by no more than a turn at time until the problem resolves itself. If the problem persists, the gear and idler may be damaged and replacement may be needed (see the section below).
Extruder Motor and Feeder Issues
Signs:
Proper operation depends on your extruder being able to feed the correct amount of material at any given time. A stepper motor will start clicking when it is skipping steps. That is in the case of an extruder motor when the force required to push the filament further is higher than the motor’s strength.
Explanation:
Deformed Filament – Remove the filament from the extruder and check how it looks. Is it deformed, as in no longer round but crushed so that its diameter is now wider than it should be? If so you might want to try to decrease the idler pressure on your feeder gear. Conversely, if the filament is not crushed, but just has a gouge taken out of it where the hob gear has repeatedly slipped, increasing the idler pressure may restore correct filament feeding.
Too Much Strain – This problem is made worse when you’re trying to print something that requires a lot of retractions in a short amount of time. Try to reduce the amount of retractions or set your retracts to be less aggressive.
How to Fix:
If the extruder isn’t clicking, but still no filament is coming out of the nozzle it is very likely we have a problem right around the feeder part of the extruder.
If the motor is wildly turning back and forth even with no filament loaded, this could be a sign of a loose motor cable either at the board or the motor end, a broken cable or broken or loose pin in the connector. Or a failed motor. Or wrong cable configuration with leads swapped. If this happens, stop what the printer is doing immediately, let it cool down and power it off!
A broken wire on a stepper can easily destroy a driver chip by creating high voltage spikes as the stepper is connected and disconnected (the same damage can occur if you manually disconnect or reconnect a stepper motor while the printer is powered-up).
Didn’t find your specific 3D print issue in this guide? We have more guides here:
- Common Causes and Solutions: Extruder Clicking/Slipping
- Maximize Precision: 3D Printing Dimensional Accuracy Explained
- Experiencing Layer Shifting in Your 3D Prints? Here Are Ways To Fix Each Issue
- Help I’ve Tried Everything! How to Fix Filament Grinding
- 3D Printed Model Stuck On The Print Bed: Causes and Solutions
- How To Calibrate E-Steps On Your 3D Printer Extruder